

En çok kullanılan kılavuz tiplerinden biridir. Birçok malzemede, temel olarak çelik ve dökme demir olmak üzere, kör veya açık delikler için uygundur.

Açık delikler için önerilmektedir. Bu kılavuzlar; talaşı ileriye doğru tahliye edecek şekilde tasarlanmıştır.

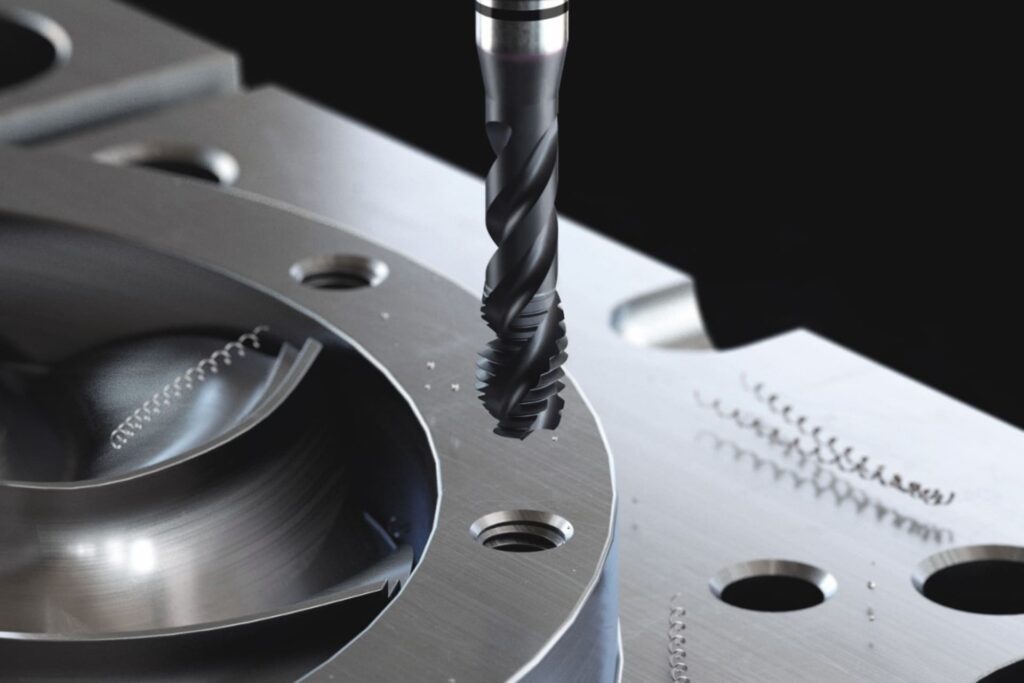
Öncelikli olarak kör delikler için tasarlanmıştır, helisel kanal talaşı delikten dışarı taşır.

Geleneksel kesme işleminden ziyade malzemenin deformasyonu ile diş açılır. Bu hiçbir talaşın oluşmadığı ve sonuç olarak dişlerin daha güçlü olduğu anlamına gelir. Ovalama kılavuzları, birçok malzeme tipinde kör veya açık deliklere diş açmak için kullanılabilir. Ayrıca kanalsız kılavuzlar olarak da bilinir.

Karbon oranı ile sertlik doğru orantılıdır. Karbon oranı arttıkça sertlikte artmaktadır. Karbon oranının artması darbe dayanıklılığını düşürür; fakat kesme özelliğini ve aşınma direncini arttırır.

Yüksek hız çeliklerinin temperleme direncini arttırır. Sıcak sertliğin artması için ince taneli bir içyapı oluşturur.

Yüksek hız çeliklerinde wolfram yerine kullanılır. Etkisi wolfram gibidir.

Hız çeliklerinin her çeşidinde % 4-5 arasında bulunur. Sertlik ve kesme verimini arttırır.

Kesme verimini arttırır. Vanadyum, çelik bünyesindeki karbonu kendine bağlar, diğer metal karbürlerin oluşmasını azaltır. Vanadyum karbürler, yüksek hız çeliklerinin en sert karbürleridir.

Kobaltın etkisi sıcak sertliği arttırmasıdır. Bu nedenle kesici takımın kesme verimini arttırır. Büyük paso ile çalışılan takımlarda ve Cr-Ni alaşımlı çeliklerin işlenmesinde iyi sonuç verir.

PVD kaplama operasyonlarında 500 °C de kalınlık 2-4 µm uygulanmaktadır. Kaplama sertliği 2300 HV’dir. Düşük sürtünme katsayı(0,6) ve düşük yapışma özellikleri ile takım ömrünü uzatmaktadır. Oksidasyon sıcaklığı 600 °C dir. Titanyum nitrur altın rengindedir.

PVD kaplama operasyonlarında 500 °C de 2-4 kalınlık µm uygulanmaktadır. Kaplama sertliği 3000-3600 HV’dir. Düşük sürtünme katsayısı (0,2)ve sertliği sayesinde aşındırıcı malzemelerde kullanılır. Oksidasyon sıcaklığı 400 °C’dir. Titanyum karbonitrur mavi-gri renktedir.
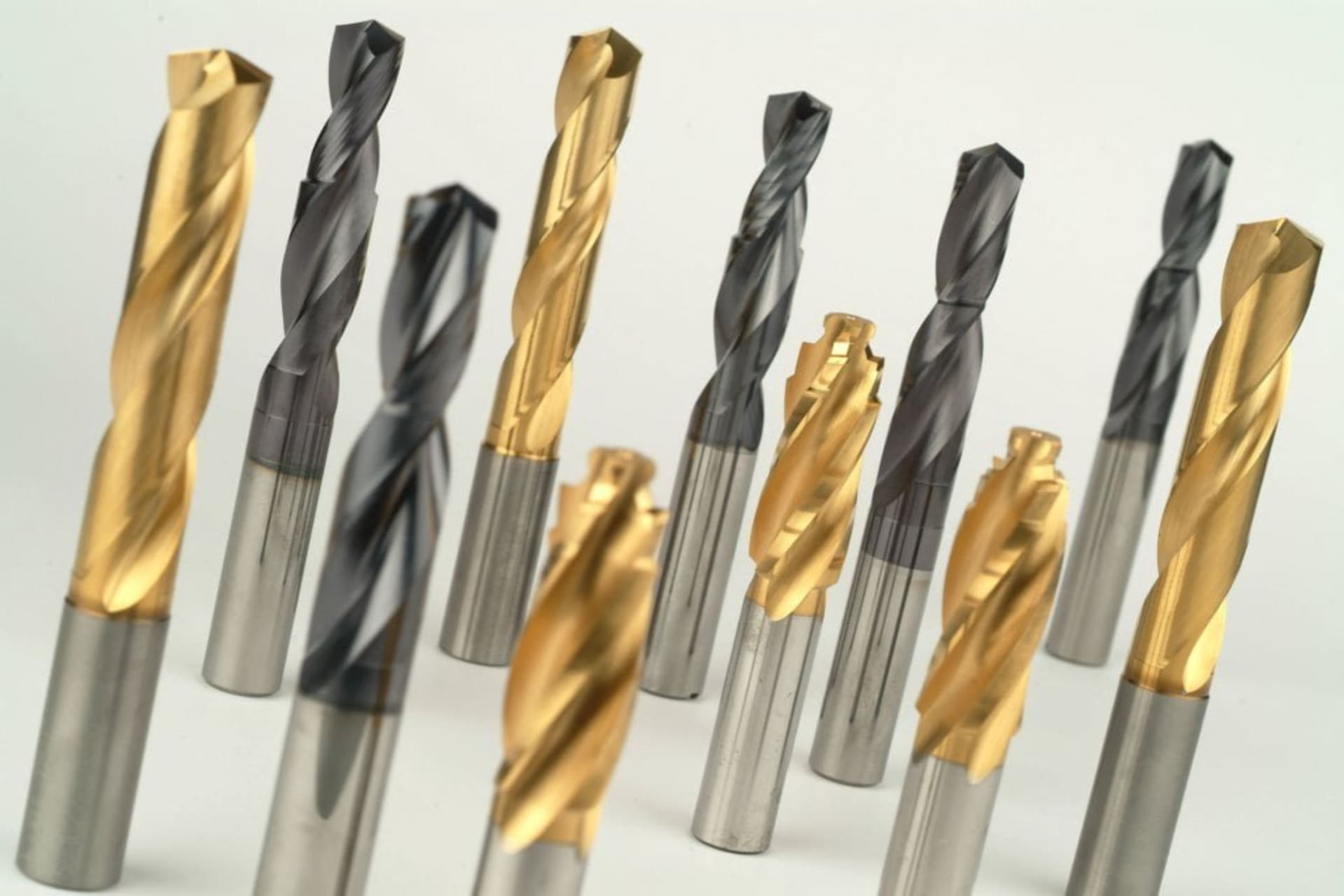
PVD kaplama operasyonlarında 500 °C de 1-4 kalınlık µm uygulanmaktadır. Kaplama sertliği 3000-3600 HV’dir. Düşük sürtünme katsayısı (0,4) ve sertliği sayesinde sert malzemelerde ve kuru çalışma ortamında kullanılır. Oksidasyon sıcaklığı 900 °C’dir. Titanyum alüminyum nitrur siyah renktedir.
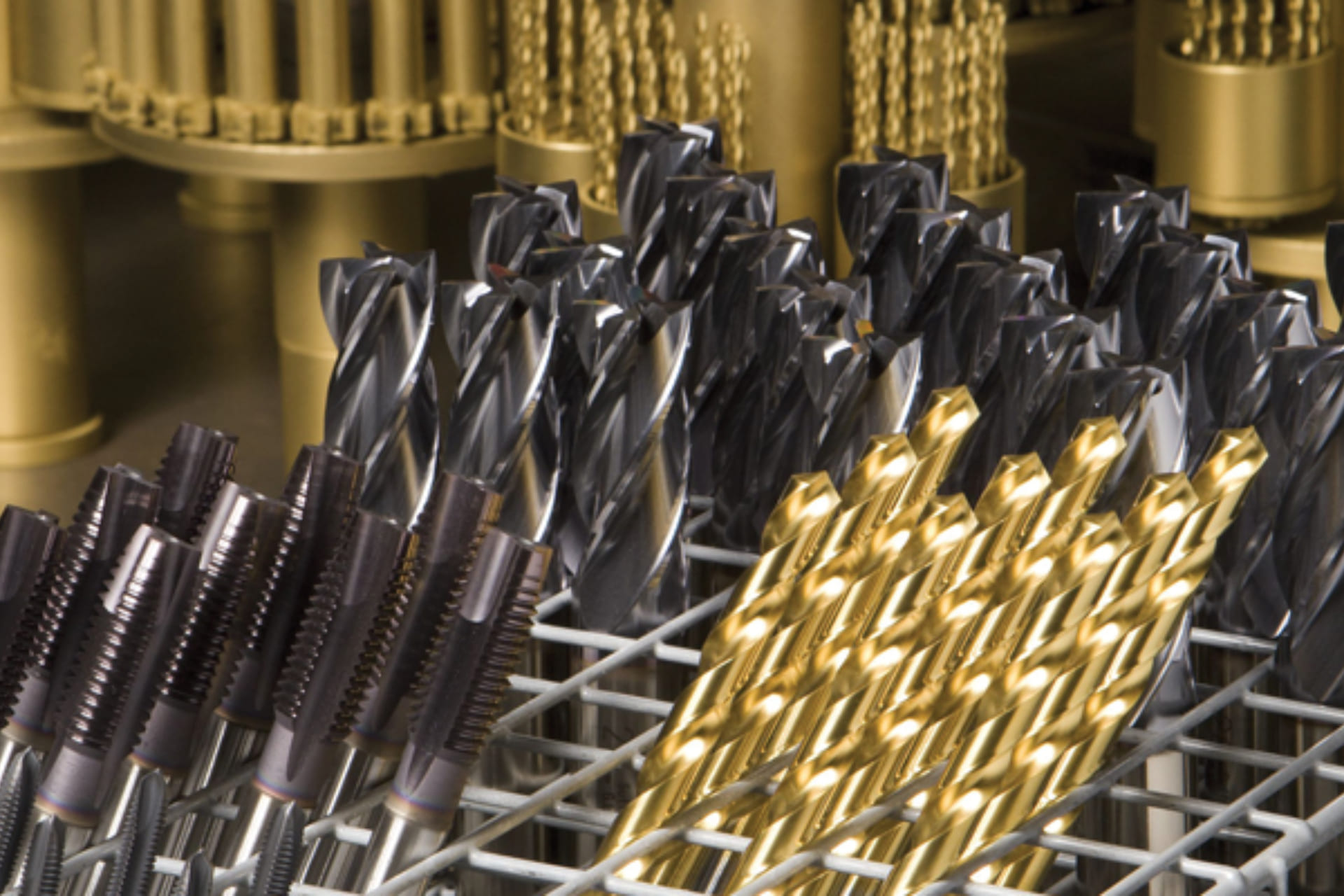
Özel bir tertibat ile takım yüksek sıcak buhara maruz bırakılır. Bu durum takım yüzeyinde koyu bir oksit tabakasının oluşmasına neden olur. Bu oksit tabakası yüzeyi korur ve yağlama özelliği katar. Özellikle düşük karbonlu çeliklerde soğuk birleşmeye mani olur. Koyu gri renktedir.